The barrel on a historical boiler is the long cylindrical front section of the boiler. This houses the flues that lead from the firebox in the back of the engine boiler to the front smoke box. The barrel is steel that is rolled into a cylinder and then the ends are joined together using one of many possible joints.
This article details all the joint types. The type of joint is very important in calculating maximum allowable working pressure (MAWP). This is because each joint has a calculated percentage of strength. This strength, or "joint efficiency", has a direct and fairly significant impact in the MAWP. Below, I will review all of the used joints and their efficiency ratings.
When calculating the MAWP of the barrel, per NBIC code, S2.10.3, the following equation is used:
TS x t x E | Go to calculator for MAWP |
R x FS |
- TS = Tensil Strength (55,000, unless the actual strength is known)
- t = Thickness of the metal (in inches to calculate PSI)
- E = Your Joint Efficiency (determined by the type of joint)
- R = Radius of the barrel (the diameter divided by 2)
- FS = Factor of Safety (this depends on the joint type 5 or 6)
Lap Joints
In this design, each end of the barrel overlaps the other and the overlapping sheets are riveted together to form the continuous barrel. All lap joints have a factor of safety of 6.
Single-Riveted Lap Joint
Single-riveted lap joints are the least efficient and simplest joint used in barrels. The code lists an efficiency of 58% for this joint. 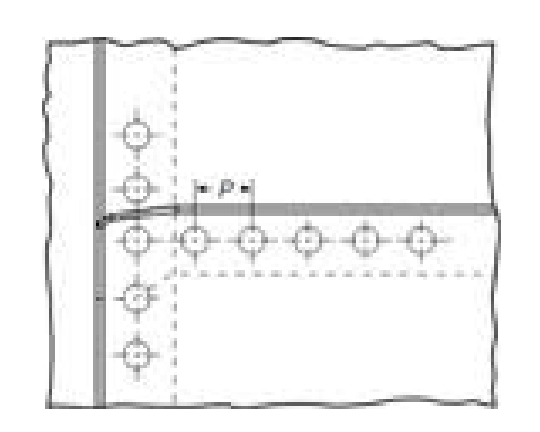
Double-Riveted Lap Joint
Double-riveted lap joints are one of the more common joints in historical boilers. The code lists an efficiency of 74% for this joint. 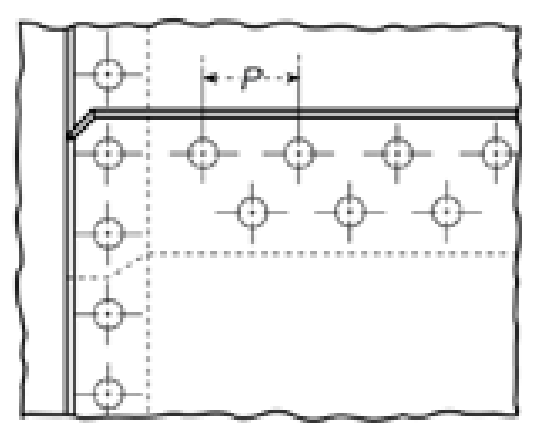
Triple-Riveted Lap Joint
Triple-riveted lap joints are less common. The code lists an efficiency of 78% for this joint. 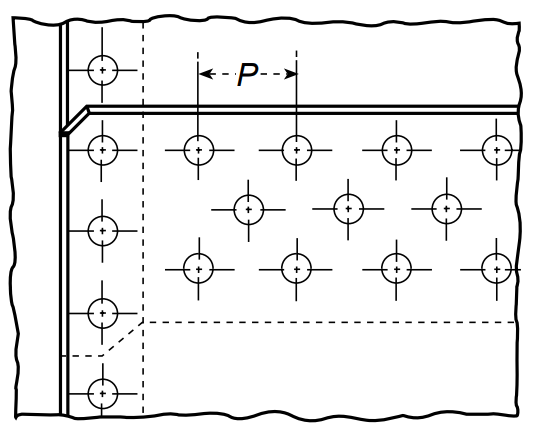
Buttstrap Joints
In this design, each end of the barrel are butted up against each other. Then, a strap is placed on the inside and the outside and rivets are placed through all three steel plates to join them together. Buttstrap joints are much more efficient that lap joints. Because of the higher efficiency of the joint, the factor of safety is reduced to 5. 
Double-Riveted Buttstrap Joint
A double-riveted buttstrap joint will have 4 rows of rivets. The 2 inner rows will go through all three plates, the inner and outer straps and the barrel; while the outside 2 rows will go through the inside strap and the barrel. This is probably the most common of joints used in the barrel of historical boilers. Efficiency of these joints is listed at 82% in the code. 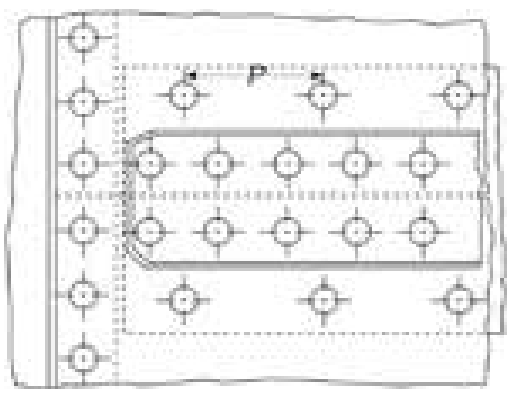
Triple-Riveted Buttstrap Joint
A triple-riveted buttstrap joint will have 6 rows of rivets. The 4 inner rows will go through all three plates, the inner and outer straps and the barrel; while the outside 2 rows will go through the inside strap and the barrel. Efficiency of these joints is listed at 88% in the code. 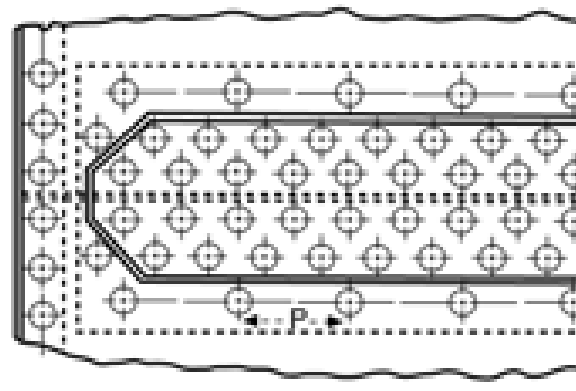
Quadruple-Riveted Buttstrap Joint
A quadruple-riveted buttstrap joint will have 8 rows of rivets. The 4 inner rows will go through all three plates, the inner and outer straps and the barrel; while the outside 4 rows will go through the inside strap and the barrel. Efficiency of these joints is listed at 94% in the code. 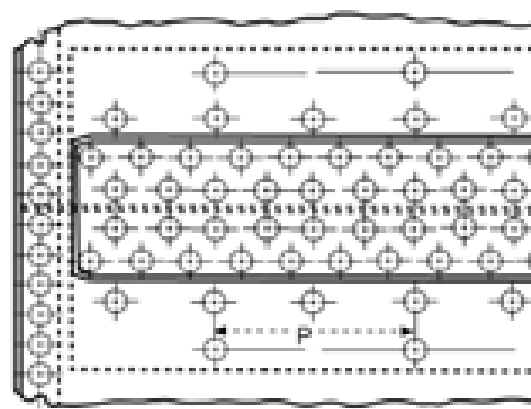
Welded Joint
Welded joints are not actually covered in the code for historical boilers. ASME code lists the joint efficiency at 85% on a welded joint that is spot inspected (x-ray) after the weld. A joint that is fully inspected can have an efficiency of 100%. In most cases, it seems that the 85% efficiency is used. However, many jurisdictions will use the double-riveted buttstrap 82% efficiency table for welded joints.